| 产地 |
抚顺 |
是否进口 |
否 |
品名 |
冷作模具钢 |
| 货号 |
20181011 1014 |
材质 |
FS301 |
产地/厂家 |
抚钢 |
| 仓库所在城市 |
中山 |
仓库 |
华氏 |
仓库地址 |
广东省中山市三乡镇 |
| 仓库电话 |
0760-85888815 |
品牌 |
风格 |
质量等级 |
正品(受理质量异议) |
| 加工服务 |
粗加工(开平、分条等),深加工(冲压、折弯等) |
配送服务 |
可配送到厂 |
货物销售类型 |
现货 |
| 用途 |
机械制造,压力容器,结构制管,建筑装饰,化工设备,核电,家用电器,餐饮厨具,电梯,太阳能,金属制品,精密电子,食用机械 |
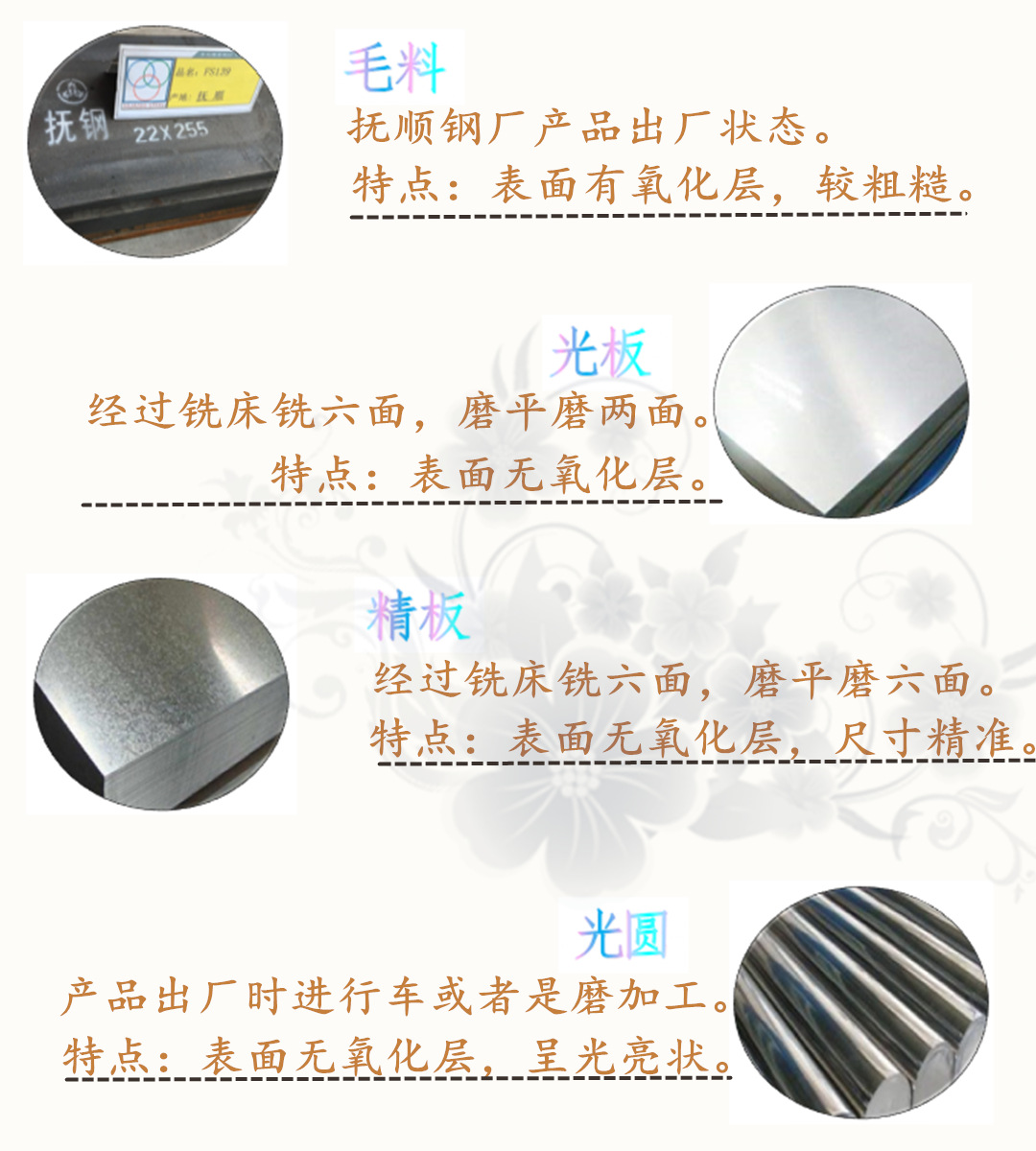
产品表面描述 |
表面氧化层 |
规格 |
轧板16-91,模块100-250(mm) |






抚顺FS301(SKD11)钢是一种在国际广泛应用的高碳高铬冷作模具钢。经电炉冶炼并经电渣重溶,高纯净度,韧性好,组织均匀,具有良好的高温强度、韧性与抗高温疲劳性能,能承受温度骤变,适宜在高温下长期工作,具有优良的切削性能和抛光性能。
化学成分
| 牌号 |
化学成分 |
| C |
Si |
Mn |
Cr |
Mo |
V |
P |
S |
特殊元素 |
| FS301 |
1.5 |
0.3 |
0.24 |
12.65 |
1 |
0.39 |
0.012 |
0.003 |
添加 |
供应状态
退火至约225HB
特性
优异的耐磨性
淬透性良好,空冷就能硬化
真空脱气精炼,清洁度高
热处理变形小,淬火偏差小
用途
宜制锋利刀口、剪刀、圆锯、冷或热作修整模、滚筒边、螺丝纹、线模、铣刀、冲击模、圆型滚筒、制电力变压器心冲模、切割钢皮轧刀、钢管成型滚筒、特殊成型滚筒、精密规、形状繁杂之冷压工具、心轴、冶金、锡作模、塑胶模、螺钉头模等。
使用方法
1.“淬火+回火”状态下使用
2.“淬火+冷处理+回火”状态下使用(适于高精度与尺寸稳定要求)
3.“淬火+回火+氮化处理”状态下使用(适于表面高硬度要求)
4.深冷处理为获得最高硬度和尺寸稳定性,模具在淬火后立即深冷-70摄氏度至-80摄氏 度,保持3-4小时,然后再回火处理,经深冷处理的工具或模具硬度比常规热处理硬度高 1-3HRC。形状复杂和尺寸变化较大的零件,深冷处理有产生开裂的危险。
5.氮化处理模具或工件氮化处理后,表面形成一层具有很高硬度和一定耐蚀性的硬化组 织。
6.在525℃氮化的处理,工件表面硬度约为1250HV,氮化时间对渗层影响如下表所示。氮化时间(小时)203060渗氮层深度mm0.250.300.35
7.在570℃软氮化处理,工件表层硬度约为950HV。通常软氮化处理2小时,硬化层深度可达到10-20um.磨削加工模坯或工作在低温回火状态,磨削容易产生磨削开裂。为防止 裂纹发生应采取小的磨削进给量多次磨削,同时辅加良好的水冷条件。
线切割加工形状复杂或尺寸较大的模具,最终成行采用线切割加工时,通常会遇到开裂现 象发生。
为防止开裂,建议采用气淬及高温回火处理,以降低热处理应力,或对模胚进行腔预加工 处理。
热处理工艺
淬火:先预热700~750℃,再加热至1000~1050℃在静止空气中冷却,如钢具厚度在6寸以上者加热至980~1030℃在油中淬硬更佳。
回火:加热至150~200℃,在此温度中停留,然后在静止空气中冷却。
硬度:HRC61以上。
退火:加热至800~850℃,在此温度停留1~3小时,在炉中任其渐冷。
锻制:1050~950℃。
力学性能
硬度:退火,255~207HB,压痕直径3.8~4.2mm;淬火,≥60HRC



温馨提示
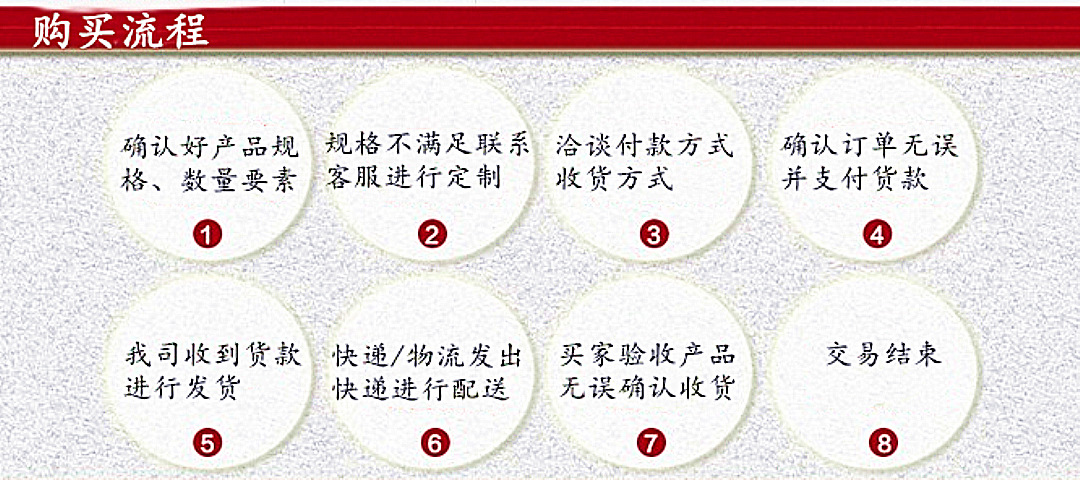
物品送到后,请当着快递公司或者送货人员的面检查货物,一定确认无损坏和无漏件后再签收(以免造成货物受损,快递公司或者邮局不愿意赔偿情况)如不能仔细检查贸然签收或代收者造成后果一概自负,请大家千万注意!
货物确认无误后记得来好评哦!下面是我们的服务承诺:
服务宗旨:快速、果断、准确、周到、彻底。
服务目标:服务质量赢得用户满意。
服务原则:若出现质量异常或客户有投诉现象,我公司将本着客户至上的原则,及时沟 通,妥善处理。
我们将以交货速度和办事效率让您无后顾之忧。